
Качество поверхности Wire EDM - таблица шероховатости и руководство по EDM
Шероховатость поверхности при электроэрозионной обработке (EDM): При резке маслом можно достичь Ra 0,2 мкм, при резке водой - Ra 0,4 мкм, а чистота поверхности при электроэрозионной обработке обычно колеблется в пределах Ra 0,2-0,3 мкм, и полная диаграмма шероховатости поможет вам принять правильное решение.
Электроэрозионная резка, также известная как электроэрозионная обработка (EDM), удаляет материал с помощью контролируемых электрических искр. Этот процесс позволяет достичь очень тонкой обработки поверхности, часто измеряемой в значениях Ra, варьирующихся от черновой до ультратонкой чистовой обработки. Качество поверхности, достигаемое с помощью электроэрозионной обработки (EDM), варьируется: при резке маслом можно достичь Ra 0,2 мкм, при резке водой — Ra 0,4 мкм, а качество поверхности при EDM обычно колеблется в диапазоне Ra 0,2-0,3 мкм, как правило, около Ra 0,6-0,8 мкм. В случаях, когда детали не могут быть отполированы, высокое качество поверхности, получаемое с помощью EDM или электроэрозионная резка проволокой становится решающим.
Шероховатость и чистота обработанной поверхности являются ключевыми вопросами в электроэрозионной обработке. Шероховатость описывает профиль поверхности и обычно обозначается символом Ra, измеряемым в микрометрах. Она связана с плотностью и глубиной текстуры поверхности. Значение Ra в значительной степени связано с качеством чистоты поверхности. Чистота поверхности измеряет гладкость поверхности, отражая характеристики отражения света. Чем меньше значение чистоты поверхности, тем более блестящей выглядит поверхность, и наоборот. Таким образом, шероховатость и чистота поверхности являются двумя важными показателями качества поверхности изделий из твердого сплава, и контроль этих значений является критическим фактором, влияющим на качество обработки деталей.
Электронная почта: [email protected] | WhatsApp: +86 186 3895 1317 | Запросить расчет
Диаграмма шероховатости поверхности проволоки edm (электроэрозионная обработка):
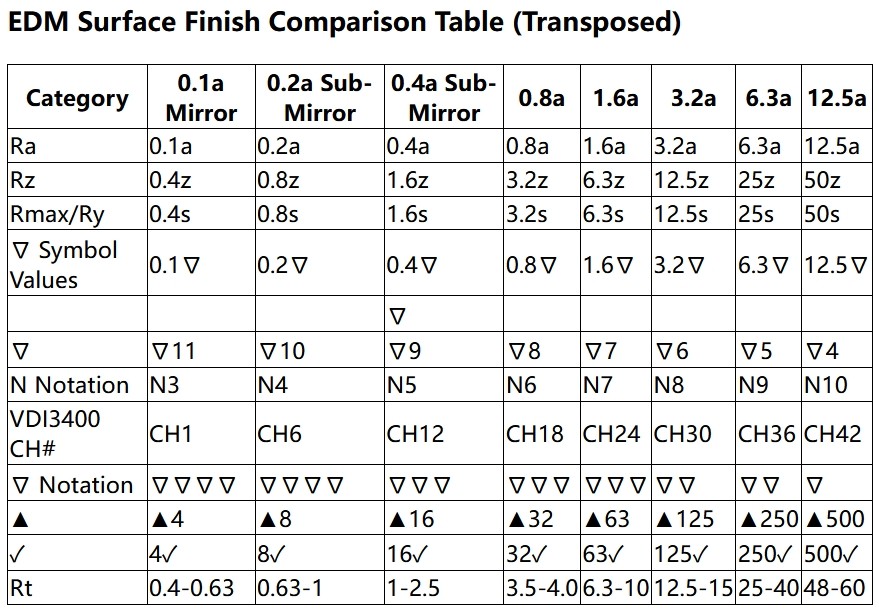
Сравнительная таблица качества обработки поверхности EDM (в перевернутом виде)
| Категории | 0.1a Зеркало | 0,2a Подзеркальник | 0,4a Подзеркальник | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a |
|---|---|---|---|---|---|---|---|---|
| Ра | 0.1a | 0.2a | 0.4a | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a |
| Rz | 0.4z | 0.8z | 1.6z | 3.2z | 6.3z | 12.5z | 25z | 50z |
| Rmax/Ry | 0.4s | 0.8s | 1.6s | 3.2s | 6.3s | 12.5s | 25s | 50s |
| ∇ Значения символов | 0.1∇ | 0.2∇ | 0.4∇ | 0.8∇ | 1.6∇ | 3.2∇ | 6.3∇ | 12.5∇ |
| ∇ | ∇11 | ∇10 | ∇9 | ∇8 | ∇7 | ∇6 | ∇5 | ∇4 |
| N обозначение | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 |
| VDI3400 CH# | CH1 | CH6 | CH12 | CH18 | CH24 | CH30 | CH36 | CH42 |
| ∇ Условные обозначения | ∇∇∇∇ | ∇∇∇∇ | ∇∇∇ | ∇∇∇ | ∇∇∇ | ∇∇ | ∇∇ | ∇ |
| ▲ | ▲4 | ▲8 | ▲16 | ▲32 | ▲63 | ▲125 | ▲250 | ▲500 |
| ✓ | 4✓ | 8✓ | 16✓ | 32✓ | 63✓ | 125✓ | 250✓ | 500✓ |
| Rt | 0.4-0.63 | 0.63-1 | 1-2.5 | 3.5-4.0 | 6.3-10 | 12.5-15 | 25-40 | 48-60 |

Уровни SPI, соответствующие значениям Ra, и полировальные инструменты
| Уровень SPI | Полировальный инструмент | Корреспондент Ра |
| A0 оптические требования | #6 Алмазная крошка 8000 | 0.012 |
| Зеркало A1/#1 | #6 Алмазная крошка 6000 | 0.025 |
| A2/#2 Зеркало | #3 Алмазная крошка 3000 | 0.05 |
| B1 Зеркало | 600# Шлифовальная бумага | 0.08 |
| #3/B2 | 400# Шлифовальная бумага | 0.13 |
| C1 | 600# Нефтяной камень | 0.4 |
| #4/C2 | 400# Нефтяной камень | 0.8 |
| C3 | 320# Нефтяной камень | 1.6 |
Электроэрозионная резка проволокой — это метод прецизионной обработки в современном производстве, известный своей высокой точностью и универсальностью при обработке различных материалов. Однако качество поверхности реза часто является ключевым показателем качества обработки.

Ключевые факторы, влияющие на качество поверхности:
- Оптимизация тока разряда: Оптимизируя ток разряда и выбирая более низкие значения тока, можно эффективно управлять процессом разряда для достижения более гладкой поверхности реза.
- Регулировка времени импульса разряда: Регулировка времени импульса разряда позволяет точно контролировать выход энергии при электроэрозионной обработке. Правильная регулировка времени импульса может способствовать равномерному плавлению и испарению материала, тем самым улучшая качество поверхности реза.
- Контроль зазора между молибденовой проволокой и заготовкой: Соответствующий контроль зазоров обеспечивает непрерывную разгрузку, не допуская нестабильности, вызванной чрезмерными зазорами, что непосредственно влияет на качество обработки поверхности.
- Соответствующая скорость резки: Выбор скорости резания существенно влияет на качество обработки поверхности. Более низкие скорости резания помогают повысить гладкость, обеспечивая лучший контроль над процессом обработки.
- Проверка и регулировка износа молибденовой проволоки: Регулярный осмотр и замена сильно изношенных проволок являются основой для поддержания качества обработки поверхности.
- Обеспечение плоскостности рабочего стола: Плоская поверхность рабочего стола снижает вибрацию и деформацию в процессе обработки, улучшая качество обработки поверхности.
Влияние шероховатости поверхности на резку проволокой:
Высококачественные режущие поверхности не только улучшают внешний вид изделий, но и снижают необходимость в последующей обработке. Контроль зоны термического воздействия и эффективное снятие напряжений жизненно важны для предотвращения трещин и деформации в процессе обработки.
Как улучшить качество поверхности при резке проволоки:
- Выберите подходящие условия резки: Разумные параметры разгрузки и рабочей жидкости имеют решающее значение для снижения шероховатости поверхности.
- Уменьшить диаметр режущей проволоки: Чем тоньше режущая проволока, тем выше качество обработки поверхности.
- Используется передовая технология молибденовой проволоки: Композитная молибденовая проволока с низким содержанием окислов помогает сузить разрядный промежуток и уменьшить шероховатость поверхности.
- Мероприятия по пост-обработке: Такие методы, как полировка, шлифовка и электрохимическая полировка, могут еще больше улучшить качество поверхности.
Рекомендуемые продукты



Не уверены, какая марка карбида вольфрама подходит для вашей задачи? Наши инженеры подберут наиболее подходящее решение с учетом ваших требований. MOQ: от 1 штуки, по конкурентоспособной выгодной цене.
Свяжитесь с нашей инженерной командой
Похожие статьи
- Электроэрозионная резка проволокой и электроэрозионная обработка: основные различия и типы станков
- Сверление отверстий методом Wire EDM: методы, преимущества и ограничения
- Электроэрозионная обработка твердого сплава: можно ли обрабатывать твердый сплав вольфрама с помощью электроэрозионной обработки?
- Из чего изготавливают проволоку EDM? Объяснение материалов и типов




