
Tel Erozyon Yüzey İşlemi - Elektrik deşarjlı işleme Pürüzlülük Tablosu ve Kılavuzu
Elektrik deşarjlı işlemede (EDM) yüzey kalitesi: Yağlı kesim Ra 0,2 μm, sulu kesim Ra 0,4 μm ve EDM yüzey kalitesi genellikle Ra 0,2-0,3μm arasında değişir ve işleme kararlarınıza rehberlik edecek eksiksiz bir pürüzlülük tablosu.
Elektrik Deşarjlı İşleme (EDM) olarak da bilinen Tel EDM, kontrollü elektrik kıvılcımları kullanarak malzemeyi kaldırır. İşlem, genellikle kaba işlemeden ultra ince son işlem kesimlerine kadar değişen Ra değerleriyle ölçülen çok ince yüzey finisajları elde edebilir. Elektrik deşarjlı işleme (EDM) ile elde edilen yüzey kalitesi değişkenlik gösterir: yağlı kesim Ra 0,2μm, sulu kesim Ra 0,4μm ve EDM yüzey kalitesi genellikle Ra 0,2-0,3μm arasında değişir, tipik olarak Ra 0,6-0,8μm civarındadır. Parçaların parlatılamadığı durumlarda, EDM ile üretilen yüksek kaliteli yüzey kalitesi EDM veya elektrik deşarjlı tel kesme çok önemli hale gelir.
İşlenmiş yüzeyin yüzey pürüzlülüğü ve finişi, elektrik deşarjlı işlemede kilit konulardır. Pürüzlülük yüzey profilini tanımlar ve tipik olarak mikrometre cinsinden ölçülen Ra sembolü ile gösterilir. Yüzey dokularının yoğunluğu ve derinliği ile ilgilidir. Ra değeri, yüzey kalitesi ile önemli ölçüde ilişkilidir. Yüzey kalitesi, ışık yansıtma özelliklerini yansıtan bir yüzeyin pürüzsüzlüğünü ölçer. Yüzey kalitesi değeri ne kadar küçükse, yüzey o kadar parlak görünür ve bunun tersi de geçerlidir. Bu nedenle, pürüzlülük ve yüzey kalitesi karbür ürünlerin yüzey kalitesinin iki önemli göstergesidir ve bu değerlerin kontrol edilmesi parça işleme kalitesini etkileyen kritik bir faktördür.
E-posta: [email protected] | WhatsApp: +86 186 3895 1317 | Teklif İsteyin
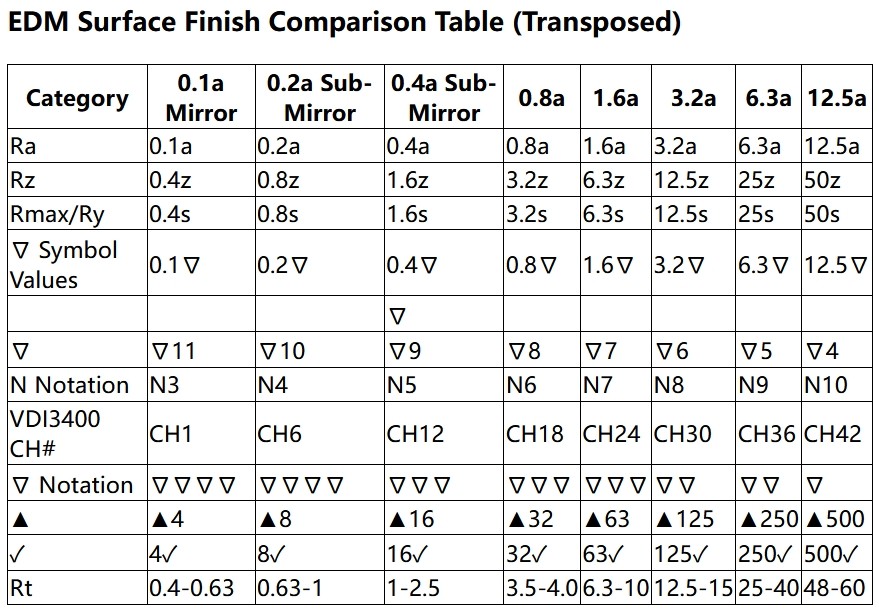
Tel erozyon (Elektrik deşarjlı işleme) yüzey finiş tablosu:
EDM Yüzey İşlemi Karşılaştırma Tablosu (Aktarılmış)
| Kategoriler | 0.1a Ayna | 0.2a Alt Ayna | 0.4a Alt Ayna | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a |
|---|---|---|---|---|---|---|---|---|
| Ra | 0.1a | 0.2a | 0.4a | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a |
| Rz | 0.4z | 0.8z | 1.6z | 3.2z | 6.3z | 12.5z | 25z | 50z |
| Rmax/Ry | 0.4s | 0.8s | 1.6s | 3.2s | 6.3s | 12.5s | 25s | 50s |
| ∇ Sembol Değerleri | 0.1∇ | 0.2∇ | 0.4∇ | 0.8∇ | 1.6∇ | 3.2∇ | 6.3∇ | 12.5∇ |
| ∇ | ∇11 | ∇10 | ∇9 | ∇8 | ∇7 | ∇6 | ∇5 | ∇4 |
| N Notasyonu | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 |
| VDI3400 CH# | CH1 | CH6 | CH12 | CH18 | CH24 | CH30 | CH36 | CH42 |
| ∇ Notasyon | ∇∇∇∇ | ∇∇∇∇ | ∇∇∇ | ∇∇∇ | ∇∇∇ | ∇∇ | ∇∇ | ∇ |
| ▲ | ▲4 | ▲8 | ▲16 | ▲32 | ▲63 | ▲125 | ▲250 | ▲500 |
| ✓ | 4✓ | 8✓ | 16✓ | 32✓ | 63✓ | 125✓ | 250✓ | 500✓ |
| Rt | 0.4-0.63 | 0.63-1 | 1-2.5 | 3.5-4.0 | 6.3-10 | 12.5-15 | 25-40 | 48-60 |

Ra değerlerine ve parlatma araçlarına karşılık gelen SPI seviyeleri
| SPI Seviyesi | Parlatma Aleti | İlgili Ra |
| A0 optik gereksinimleri | #6 Elmas Kumu 8000 | 0.012 |
| A1/#1 Ayna | #6 Elmas Kumu 6000 | 0.025 |
| A2/#2 Ayna | #3 Elmas Kumu 3000 | 0.05 |
| B1 Ayna | 600# Zımpara Kağıdı | 0.08 |
| #3/B2 | 400# Zımpara Kağıdı | 0.13 |
| C1 | 600# Yağtaşı | 0.4 |
| #4/C2 | 400# Yağtaşı | 0.8 |
| C3 | 320# Yağtaşı | 1.6 |
Elektrik deşarjlı tel kesme modern üretimde hassas bir işleme yöntemidir ve çeşitli malzemelerin işlenmesinde yüksek doğruluğu ve çok yönlülüğü ile tanınır. Bununla birlikte kesim yüzey kalitesi genellikle işleme kalitesinin önemli bir göstergesidir.

Yüzey Finişini Etkileyen Temel Faktörler:
- Deşarj Akımının Optimizasyonu: Boşaltma akımını optimize ederek ve daha düşük akım değerleri seçerek, boşaltma işlemi daha pürüzsüz bir kesme yüzeyi elde etmek için etkili bir şekilde kontrol edilebilir.
- Deşarj Darbe Süresinin Ayarlanması: Deşarj darbe süresinin ayarlanması, EDM'nin enerji çıkışı üzerinde hassas kontrol sağlar. Doğru darbe zamanlaması, malzemenin düzgün bir şekilde erimesini ve buharlaşmasını sağlayarak kesimin yüzey kalitesini artırabilir.
- Molibden Tel ve İş Parçası Arasındaki Boşluğun Kontrolü: Uygun boşluk kontrolü, yüzey kalitesini doğrudan etkileyen aşırı boşlukların neden olduğu dengesizliği önlerken sürekli deşarj sağlar.
- Uygun Kesme Hızı: Kesme hızı seçimi yüzey kalitesini önemli ölçüde etkiler. Daha düşük kesme hızları, işleme sürecinin daha iyi kontrol edilmesini sağlayarak pürüzsüzlüğün iyileştirilmesine yardımcı olur.
- Molibden Tel Aşınmasının Muayenesi ve Ayarlanması: Ciddi şekilde aşınmış tellerin düzenli olarak incelenmesi ve değiştirilmesi, yüzey finisaj kalitesinin korunması için esastır.
- Çalışma Tablası Düzlüğünün Bakımı: Çalışma tezgahının düz tutulması, işleme süreci sırasında titreşimi ve deformasyonu azaltarak yüzey kalitesini iyileştirebilir.
Yüzey İşleminin Tel Kesme Üzerindeki Etkisi:
Yüksek kaliteli kesme yüzeyleri sadece ürün görünümünü iyileştirmekle kalmaz, aynı zamanda sonraki işleme ihtiyacını da azaltır. Isıdan etkilenen bölgenin kontrol edilmesi ve gerilimin etkili bir şekilde giderilmesi, işleme sırasında çatlakların ve deformasyonun önlenmesi için hayati önem taşır.
Tel Kesme Yüzeyi Finişi Nasıl İyileştirilir:
- Uygun Kesim Koşullarını Seçin: Makul deşarj ve çalışma sıvısı parametreleri, yüzey pürüzlülüğünü azaltmak için çok önemlidir.
- Kesme Teli Çapını Azaltın: Kesme teli ne kadar ince olursa yüzey kalitesi de o kadar yüksek olur.
- Gelişmiş Molibden Tel Teknolojisini Kullanın: Düşük oksitli kompozit molibden tel, deşarj aralığını daraltmaya ve yüzey pürüzlülüğünü azaltmaya yardımcı olur.
- İşlem Sonrası Önlemler: Parlatma, taşlama ve elektrokimyasal parlatma gibi teknikler yüzey kalitesini daha da artırabilir.
Önerilen Ürünler



Uygulamanız için hangi tungsten karbür kalitesinin uygun olduğundan emin değil misiniz? Mühendislerimiz, gereksinimlerinize göre en uygun çözümü önerecektir. MOQ: 1 adet, rekabetçi ve uygun fiyatlarla.




