
Wire EDM Surface Finish - Gráfico e guia de rugosidade da maquinagem por descarga eléctrica
Acabamento da superfície na maquinagem por descarga eléctrica (EDM): O corte a óleo pode atingir Ra 0,2 μm, o corte a água pode atingir Ra 0,4 μm, e o acabamento da superfície EDM varia normalmente entre Ra 0,2-0,3μm, e um gráfico de rugosidade completo para orientar as suas decisões de maquinagem.
A eletroerosão a fio, também conhecida como usinagem por descarga elétrica (EDM), remove material usando faíscas elétricas controladas. O processo pode alcançar acabamentos superficiais muito finos, frequentemente medidos em valores Ra que variam de cortes de desbaste a acabamentos ultrafinos. O acabamento superficial obtido através da usinagem por descarga elétrica (EDM) varia: o corte a óleo pode atingir Ra 0,2μm, o corte a água Ra 0,4μm e o acabamento superficial EDM geralmente varia entre Ra 0,2-0,3μm, normalmente em torno de Ra 0,6-0,8μm. Nos casos em que as peças não podem ser polidas, o acabamento superficial de alta qualidade produzido pela EDM ou corte por descarga elétrica com fio torna-se crucial.
A rugosidade e o acabamento da superfície usinada são questões fundamentais na usinagem por descarga elétrica. A rugosidade descreve o perfil da superfície e é normalmente indicada pelo símbolo Ra, medido em micrómetros. Ela está relacionada à densidade e profundidade das texturas da superfície. O valor de Ra está significativamente associado à qualidade do acabamento da superfície. O acabamento da superfície mede a suavidade de uma superfície, refletindo as características de reflexão da luz. Quanto menor o valor do acabamento da superfície, mais brilhante ela parece, e vice-versa. Portanto, a rugosidade e o acabamento da superfície são dois indicadores importantes da qualidade da superfície dos produtos de carboneto, e o controlo desses valores é um fator crítico que afeta a qualidade do processamento das peças.
Soluções personalizadas a preços baixos. A nossa fábrica inclui a conceção, o desenvolvimento e o fabrico de moldes para metalurgia do pó, peças de carboneto, moldes de injeção de pó, ferramentas de estampagem e peças de moldes de precisão.
WhatsApp: +86 186 3895 1317 Correio eletrónico: [email protected]
Gráfico de acabamento de superfície de fio edm (maquinagem por descarga eléctrica):
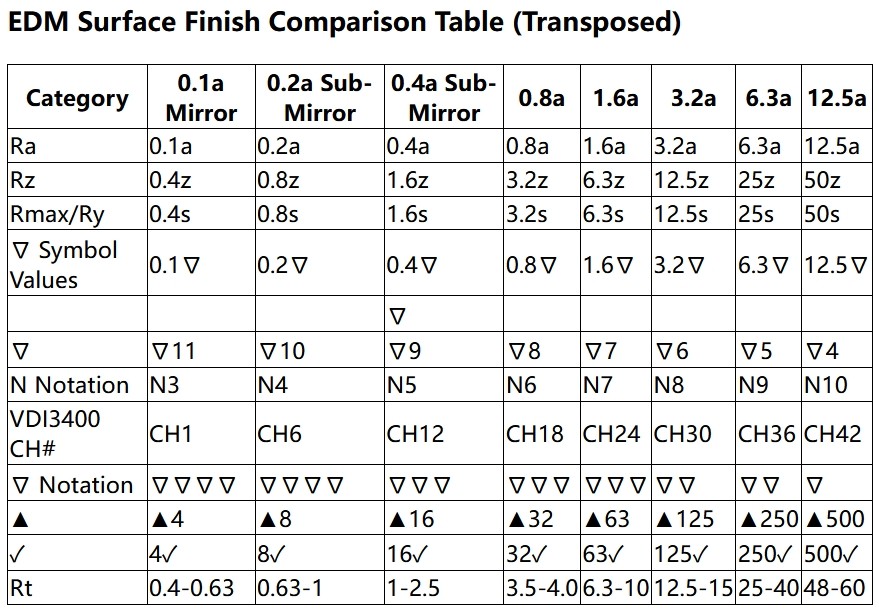
Tabela de comparação de acabamentos de superfície EDM (transposta)
| Categoria | 0,1a Espelho | 0,2a Sub-espelho | 0,4a Sub-espelho | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a |
|---|---|---|---|---|---|---|---|---|
| Ra | 0.1a | 0.2a | 0.4a | 0.8a | 1.6a | 3.2a | 6.3a | 12.5a |
| Rz | 0.4z | 0.8z | 1.6z | 3.2z | 6.3z | 12.5z | 25z | 50z |
| Rmax/Ry | 0.4s | 0.8s | 1.6s | 3.2s | 6.3s | 12.5s | 25s | 50s |
| ∇ Valores dos símbolos | 0.1∇ | 0.2∇ | 0.4∇ | 0.8∇ | 1.6∇ | 3.2∇ | 6.3∇ | 12.5∇ |
| ∇ | ∇11 | ∇10 | ∇9 | ∇8 | ∇7 | ∇6 | ∇5 | ∇4 |
| N Notação | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 |
| VDI3400 CH# | CH1 | CH6 | CH12 | CH18 | CH24 | CH30 | CH36 | CH42 |
| ∇ Notação | ∇∇∇∇ | ∇∇∇∇ | ∇∇∇ | ∇∇∇ | ∇∇∇ | ∇∇ | ∇∇ | ∇ |
| ▲ | ▲4 | ▲8 | ▲16 | ▲32 | ▲63 | ▲125 | ▲250 | ▲500 |
| ✓ | 4✓ | 8✓ | 16✓ | 32✓ | 63✓ | 125✓ | 250✓ | 500✓ |
| Rt | 0.4-0.63 | 0.63-1 | 1-2.5 | 3.5-4.0 | 6.3-10 | 12.5-15 | 25-40 | 48-60 |

Níveis SPI correspondentes aos valores Ra e ferramentas de polimento
| Nível SPI | Ferramenta de polimento | Correspondente Ra |
| Requisitos ópticos A0 | #6 Granalha de diamante 8000 | 0.012 |
| A1/#1 Espelho | #6 Granalha de diamante 6000 | 0.025 |
| A2/#2 Espelho | #3 Grão de diamante 3000 | 0.05 |
| Espelho B1 | 600# Lixa | 0.08 |
| #3/B2 | 400# Lixa | 0.13 |
| C1 | 600# Pedra de óleo | 0.4 |
| #4/C2 | 400# Pedra de óleo | 0.8 |
| C3 | 320# Pedra de óleo | 1.6 |
Corte por descarga elétrica com fio é um método de usinagem de precisão na fabricação moderna, conhecido pela sua alta precisão e versatilidade no processamento de vários materiais. No entanto, o acabamento da superfície do corte é frequentemente um indicador-chave da qualidade do processamento.

Principais factores que afectam o acabamento da superfície:
- Otimização da corrente de descarga: Optimizando a corrente de descarga e selecionando valores de corrente mais baixos, o processo de descarga pode ser eficazmente controlado para obter uma superfície de corte mais suave.
- Ajuste do tempo de impulso de descarga: O ajuste do tempo de impulso da descarga permite um controlo preciso da saída de energia da EDM. A temporização correta dos impulsos pode promover a fusão uniforme e a evaporação do material, melhorando assim o acabamento da superfície do corte.
- Controlo da distância entre o fio de molibdénio e a peça de trabalho: O controlo adequado das folgas assegura uma descarga contínua, evitando a instabilidade causada por folgas excessivas, que afectam diretamente o acabamento da superfície.
- Velocidade de corte adequada: A escolha da velocidade de corte tem um impacto significativo no acabamento da superfície. As velocidades de corte mais lentas ajudam a melhorar a suavidade, assegurando um melhor controlo do processo de maquinagem.
- Inspeção e ajuste do desgaste do fio de molibdénio: A inspeção regular e a substituição de arames muito desgastados são fundamentais para manter a qualidade do acabamento da superfície.
- Manutenção da planeza da mesa de trabalho: Manter a mesa de trabalho plana pode reduzir a vibração e a deformação durante o processo de maquinagem, melhorando o acabamento da superfície.
Impacto do acabamento da superfície no corte de fio:
Superfícies de corte de alta qualidade não só melhoram o aspeto do produto como também reduzem a necessidade de processamento subsequente. O controlo da zona afetada pelo calor e o alívio eficaz das tensões são vitais para evitar fissuras e deformações durante o processamento.
Como melhorar o acabamento da superfície de corte do fio:
- Escolher condições de corte adequadas: Parâmetros razoáveis de descarga e de fluido de trabalho são cruciais para reduzir a rugosidade da superfície.
- Reduzir o diâmetro do fio de corte: Quanto mais fino for o fio de corte, maior será o acabamento da superfície.
- Utilizar a tecnologia avançada de fios de molibdénio: O fio de molibdénio composto com baixo teor de óxido ajuda a estreitar o espaço de descarga e a reduzir a rugosidade da superfície.
- Medidas de pós-processamento: Técnicas como o polimento, a retificação e o polimento eletroquímico podem melhorar ainda mais o acabamento da superfície.








Ligar-se a nós